Наш e-mail:
dymet-rus@yandex.ru
Оборудование динамической металлизации ДИМЕТ для наращивания металла в авторемонте
С нарушениями в работе двигателей автомобилей, часто критическими, сталкивается любой автомеханик ежедневно. Что только не выходит из строя: тут и лопнувшие радиаторы, и поврежденные коленчатые валы, и разбитые подшипники, всего не перечислить. Кроме деталей и механизмов двигателя ломаются еще и элементы подвески, однако, сначала о ремонте двигателей внутреннего сгорания (ДВС) оборудованием для металлизации, позволяющем проводить наращивание металла без значительного (обычно 60-80ºС, реже до 150ºС) нагрева детали.
Наиболее подвержены разрушению и деформациям места сопряжения трущихся поверхностей. И дефекты не всегда удается исправить их локально обычными способами (расточка, шлифовка). Для примера рассмотрим постели вкладышей коренных подшипников коленчатого вала ДВС:


Эти подшипники обеспечивают вращение коренных шеек коленчатого вала в блоке цилиндров. И проблема их выхода из строя является одной из лидирующих по частоте среди серьезных поломок двигателя.
Посмотрите отзывы о применении ДИМЕТ в разных областях.
Отзыв от "Спецгазавтотранс" г. Надым:

Причины тому могут быть разные: некачественное масло, утечка фреона, абразивный износ, разрыв масляного потока и другие. «Проворачивание вкладышей» особенно часто встречается на двигателях грузовых автомобилей, так как техника, как правило, эксплуатируется довольно интенсивно. Причем не важно какой марки автомобиль: КАМАЗ-740, ЗМЗ-402, Scania, ГАЗ-53 или Мерседес, МАН, Вольво — ломаются любые грузовики. Обычно ремонт происходит путем расточки постелей под вкладыши ремонтного размера. Но ведь можно «нарастить» утраченный металл, и такая технология металлизации часто целесообразнее и процедура происходит довольно быстро с помощью оборудования ДИМЕТ.
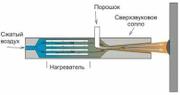

Оборудование ДИМЕТ использует технологию холодного газодинамического напыления металла или технологию «динамической металлизации» (DYMET - dynamic metallization).
Расточка постели вкладышей — процедура спорная по причине того, что далеко не все ДВС имеют ряд ремонтных размеров вкладышей. Если таковой отсутствует, то восстановить работоспособность двигатель можно только заменой блока цилиндров.
На крупных ремонтных заводах, как правило, существует специальное оборудование для этих целей (заметим, весьма дорогостоящее), однако, если это оборудование еще советских времен, то, наверняка, оно рассчитано на одну-две модели ДВС. А сегодня автомобилей гораздо больше, и устройство двигателей различно? Кроме того, даже если представить крупное автопредприятие или автохозяйство с разнообразными марками автомобилей, на котором есть специальный участок с этим дорогостоящим оборудованием, то он требует немалых затрат на поддержание, обслуживание, обновление и оплату труда высококвалифицированного персонала — это настоящая головная боль начальника.
Если же такого участка нет, то постоянный простой техники, повышенные временные затраты на ремонт вследствие транспортировки поврежденных деталей в специализированную мастерскую и обратно, становятся «дорогим удовольствием». А если что не подойдет, опять снимать и везти?
На фоне описанных выше ситуаций целесообразно иметь на предприятии собственный небольшой (а лучше мобильный) участок по ремонту ДВС. Оснастить его доступным оборудованием для металлизации, например, установкой ДИМЕТ-405 или ДИМЕТ-404, токарный и фрезерный станок, и самые распространенные поломки деталей ДВС можно будет восстанавливать на месте и довольно быстро!
Получается, для того, чтобы не менять блок цилиндров, гораздо выгоднее металлизировать «нарастить» постели коленчатого вала (подробней в разделе "Ремонт ГБЦ напылением металла").
После этого на токарном станке выточить обычную круглую болванку-притир и с помощью абразива притереть место сопряжения. Финишную обработку поверхностей можно проводить и другими способами. Конечно, легче сказать, чем сделать, но сроки восстановления деталей таки способом все же разумные и экономия налицо. Кстати, при этом реально достичь точности 0.005-0.015 мм (для сравнения — заводские допуски составляют 0.02 мм). И еще для примера: у блока цилиндров КАМАЗ-740 по размеру коренных шеек есть ремонтные вкладыши. Однако, если хотя бы одна постель «пробита» больше, чем на 0.25 мм, то проточка уже не поможет. А вот наращивание металла в таких случаях не только применимо, но и выгодно и надежно.
Рассмотрим еще некоторые распространенные случаи восстановления деталей ДВС применяя оборудование для металлизации ДИМЕТ.
Например посадочные места.
Восстановление посадочных мест блока цилиндров под упорные кольца (полукольца).

Процесс аналогичный
восстановлению постелей вкладышей. Заметим только, что не стоит пытаться
наращивать рабочую поверхность самого кольца (полукольца) — это чревато
элементарной несовместимостью материалов и прочими вытекающими из этого
последствиями. Значительно проще и целесообразнее напылить слой с нерабочей
внутренней поверхности. Если у слесаря руки прямые, то он подгонит такую деталь
за пару десятков минут, причем не важно, алюминиевый это или чугунный блок
цилиндров.
Ремонт рабочих поверхностей под сальники валов
Довольно распространенна ситуация, когда люди эксплуатируют технику с порванными сальниками до последнего. Результат печален: коррозия, задиры, которые в свою очередь режут манжеты, втулки, сами сальники. Часто поврежденные детали по отдельности не продаются, особенно для автомобилей иностранного производства, а покупать в сборе — удовольствие не из дешевых. На этом фоне восстановление рабочих поверхностей валов является наиболее оптимальным и выгодным решением. Всего-то и нужно, что нарастить утраченный металл и отполировать до нужной шероховатости. Заметим, что в некоторых случаях полировку лучше проводить вручную. Мало того, опыт подобных работ с помощью оборудования ДИМЕТ не дал ни одного возврата (брака). А если учесть еще и низкую себестоимость самой процедуры металлизации, то, пожалуй, лучшего решения не найти.
Аналогичным образом происходит и восстановление посадочных мест гильз поршневой группы алюминиевых блоков.
Восстановление плоскости прилегания картера сцепления к блоку цилиндров
Сильная выработка в местах прилегания картера сцепления к блоку может достигать нескольких миллиметров. Обычный способ ремонта таких неприятностей — замена дисков сцепления и бендикса. Но сколько сил, средств и времени это занимает? Качественное же решение довольно простое — да, именно наращивание. Происходит это следующим образом. С помощью оборудования ДИМЕТ выставляются (путем наращивания металла) «контрольные точки»-маячки. Выверяются они просто по линейке. Далее напыляется металл между ними (алюминий). Таки образом не только экономится порошок, используемый в установках металлизации ДИМЕТ, но значительно сокращается время на процедуру. Аналогичные действия проводятся и с картером сцепления. На плите с абразивным материалом эти две детали притираются. После этого вытачиваются более плотные направляющие втулки и происходит сборка узла. Все! Просто, быстро, дешево, а самое главное — надежно и долговечно.
Ремонт посадочных мест направляющих втулок клапанов
Такая небольшая деталь, как втулка клапана — исполняет весьма ответственную функцию. В процессе длительной эксплуатации они изнашиваются. Самый распространенный способ ремонта — замена на новую. Тут нужно учесть, что ремонтные втулки будут большего диаметра, а материал, из которого они изготовлены, вряд ли будет в полной точности соответствовать «родным». В автохозяйствах частенько экспериментируют — вытачивают ремонтную втулку самостоятельно, но где гарантия, что такой «самопал» будет служить и не повредит двигатель? В этом случае логичнее оставить старую, «родную» втулку, если, конечно, она не исчерпала свой ресурс. А чтобы поставить ее на место с требуемым натягом, нужно предварительно металлизировать посадочное место. На разбитую поверхность втулки (наружную) наращиваем металл, шлифуется на токарном станке по требуемому размеру и ставится все на место. Опять получается просто, быстро, недорого.
Ремонт посадочных мест подшипников раздаточных коробок, КПП
Еще одной распространенной проблемой эксплуатации автомобилей, особенно полноприводных или с подключаемым мостом, является проворачивание подшипников в корпусах раздаточных коробок, КПП. Основные причины две:
1. Удручающее качество изготовления корпусных деталей для отечественных МАЗа, КАМАЗа, Нивы, УАЗа;
2. Низкое качество самих установленных подшипников.
Так как нагрузки полноприводной техники высоки, то и случаи этого самого проворачивания тоже встречаются не редко. Простое и дешевое решение этой проблемы заключается опять же в напылении требуемого количества металла на посадочное место. Процедура металлизации уже знакома: нанесение слоя металла, шлифование, притирка. А если подшипник заклинит, то может провернуться и сам вал. Этот случай мы уже рассмотрели выше.
Описанные случаи ремонта и восстановления элементов ДВС путем газодинамического наращивания металла не ограничивает сферу применения оборудования ДИМЕТ. Коснемся еще одной, тоже довольно распространенной проблемы машин и механизмов — раковины, сколы, отслоения хромированных поверхностей штоков гидроцилиндров.
К чему ведут эти повреждения объяснять нет необходимости. Локализовать и устранить такие дефекты позволяет напыление. Причем, даже финишная обработка ремонтируемой поверхности руками (напильником, наждачкой) ничуть не влияет на конечный результат — восстановленный металлизацией шток прослужит не один год, что подтверждает многолетняя практика — механизмы, починенные несколько лет назад, работают до сих пор - что подтверждается более чем 15-ти летней практикой.
технологии и оборудования